Cat:Produkte
Kontinuierlicher Schläuche, auch als flexibler Schlauch oder flexibler Schlauch bezeichnet, wird in den Feldern von Bohrloch-Workover, Protokollier...
Siehe Details
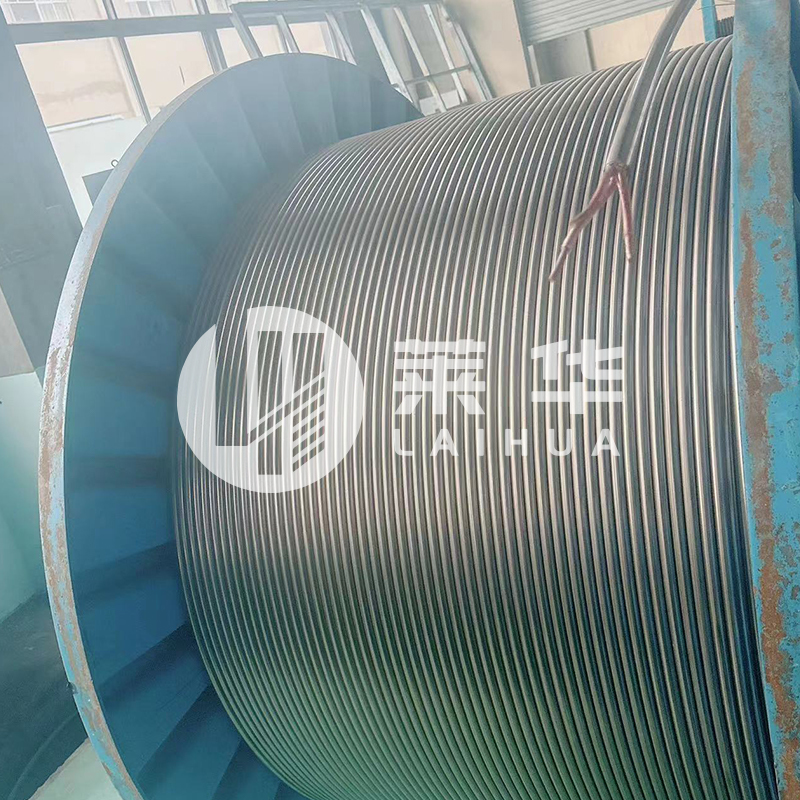
Geschweißte Rohrschlangen aus Edelstahl bieten eine zuverlässige, kostengünstige Lösung für den Flüssigkeits- und Gastransport in Kombination außergewöhnliche Korrosionsbeständigkeit bei hoher mechanischer Festigkeit . Sie werden durch kontinuierliches Walzen und Schweißen von flachen Edelstahlbändern in eine röhrenförmige Form und anschließendes Aufwickeln zur einfachen Handhabung und Installation geformt. Dieses Produkt wird häufig in Branchen wie der petrochemischen Verarbeitung, der hydraulischen Instrumentierung und dem Flüssigkeitstransfer in Lebensmittelqualität eingesetzt, wo lange, unterbrechungsfreie Durchläufe und gleichmäßige Innenoberflächen von entscheidender Bedeutung sind.
Im Vergleich zu nahtlosen Alternativen bieten geschweißte Spulen engere Maßtoleranzen und eine größere Längenkonsistenz, die oft sogar überschritten wird 1.000 Meter pro Spule . Dies macht sie besonders wertvoll bei der Herstellung von Wärmetauschern und Begleitheizungssystemen, wo die Reduzierung der Verbindungsstellen vor Ort Zeit spart und potenzielle Leckpfade minimiert.
Die Leistung einer geschweißten Rohrschlange wird im Wesentlichen durch ihre Legierungszusammensetzung bestimmt. Die Auswahl der richtigen Sorte bestimmt die Lebensdauer in bestimmten Umgebungen.
Typ 304 und 304L sind die gebräuchlichsten Optionen und bieten eine gute Oxidationsbeständigkeit von bis zu 870 Grad Celsius . Sie eignen sich für Molkereilinien, architektonische Gestaltung und den Chemikalientransport, wo der Chloridgehalt niedrig ist. Der niedrige Kohlenstoffgehalt in 304L trägt dazu bei, interkristalline Korrosion nach dem Schweißen zu verhindern.
Typ 316 und 316L sind mit Molybdän angereichert, was die Beständigkeit gegenüber Chloriden und industriellen Lösungsmitteln deutlich erhöht. Dies macht sie zum Standard für Meeresumgebungen, pharmazeutische Verarbeitung und Küstenwärmetauscher. Ihr Widerstand gegen Lochfraß ist messbar höher, wobei die Äquivalentzahl des Lochfraßwiderstands typischerweise darüber liegt 25 .
Für Anwendungen, die sowohl eine hohe Festigkeit als auch eine hervorragende Beständigkeit gegen Chlorid-Spannungskorrosionsrisse erfordern, werden Duplex-Güten wie 2205 spezifiziert. Mit einer Mikrostruktur, die etwa zu gleichen Teilen aus Austenit und Ferrit besteht, können diese geschweißten Spulen Drücke aushalten, die viel höher sind als herkömmliche Stähle der 300er-Serie bei geringerer Wandstärke, was zu Gewichtseinsparungen bei Versorgungskabeln und Unterwasser-Hydraulikleitungen führt.
Der Übergang vom Handschweißen zur automatisierten Walzfertigung hat die Zuverlässigkeit der Längsschweißnaht verbessert. Moderne Rohrwerke nutzen Hochfrequenz-Induktions- oder Laserschweißverfahren, um eine Naht zu erzeugen, die oft der Festigkeit des Grundmaterials entspricht.
Nachdem das Band durch eine Reihe von Walzen geformt wurde, werden die Kanten erhitzt und unter Druck ohne Zusatzmetall miteinander verschmolzen. Die äußeren und inneren Schweißraupen werden typischerweise in einem kontrollierten Flämmprozess entfernt, wodurch ein glattes Oberflächenprofil entsteht. Anschließend wird das Rohr in einem Ofen mit kontrollierter Atmosphäre blankgeglüht, wodurch die Kornstruktur wiederhergestellt und thermische Verfärbungen entfernt werden. Das Ergebnis ist eine Schweißnaht, die sichtbar ist Kornstrukturen ähnlich dem Grundmaterial , ein entscheidender Faktor für die Ermüdungslebensdauer bei zyklischen Druckanwendungen.
Die Wahl zwischen nahtlosen und geschweißten Rohrschlangen sollte auf der Druckstufe, den Kosten und der erforderlichen Länge basieren. Während nahtlose Rohre traditionell für Extremhochdruckanwendungen bevorzugt werden, haben Fortschritte in der Schweißtechnologie diesen Leistungsunterschied verringert.
| Funktion | Geschweißte Spulen | Nahtlose Spulen |
|---|---|---|
| Maximale Länge | Über 1.500 Meter | Im Allgemeinen weniger als 200 Meter |
| Wandstärkentoleranz | / - 0,05 mm typisch | / - 10 % der Nennwand |
| Kosteneffizienz | Geringere Rohstoff- und Verarbeitungskosten | Höher aufgrund des Heißextrusionsverfahrens |
Geschweißte Spulen sind eindeutig von Vorteil für Anwendungen, die lange Schaltkreise erfordern. Beispielsweise eliminiert eine einzelne geschweißte Spule in einer chemischen Injektionsleitung, die sich über eine Raffinerie erstreckt, Dutzende potenzieller Leckstellen, die sonst durch die Verbindung kürzerer nahtloser Längen entstehen würden.
Spulen werden in präzisen Außendurchmesserbereichen geliefert, üblicherweise von 1/8 Zoll (3,18 mm) bis 1 Zoll (25,4 mm) , mit Wandstärken von 0,5 mm bis 3 mm. Der Wickelprozess selbst erfordert eine konsequente Ovalitätskontrolle, um sicherzustellen, dass das Rohr während der Montage reibungslos durch Richt- und Biegevorrichtungen geführt wird.
Oberflächenveredelungen wirken sich direkt auf die Reinigungsfähigkeit und die Flüssigkeitsdynamik aus. Die Standardoberfläche für Instrumenten- und Hydraulikspulen ist typischerweise blankgeglüht, was eine glatte, reflektierende Oberfläche ohne Zunder bietet. Für ultrahochreine Gasleitungen in der Halbleiterfertigung werden elektropolierte geschweißte Spulen spezifiziert, um die Oberflächenrauheit auf zu reduzieren Ra 0,25 Mikrometer oder weniger . Dies minimiert die Partikelanhaftung und -ausgasung.
Die Vielseitigkeit geschweißter Rohrschlangen hat zu ihrer Einführung in sehr anspruchsvollen Branchen geführt. Die folgende Liste zeigt, wo ihre spezifischen Eigenschaften einen direkten funktionalen Nutzen bieten.
Die zerstörungsfreie Prüfung ist ein wesentlicher Bestandteil der Lieferung zertifizierter geschweißter Spulen. Die Wirbelstromprüfung ist die primäre Inline-Methode, mit der sich Nadellöcher, Nahtrisse und Maßabweichungen bei Produktionsgeschwindigkeit erkennen lassen. Für den kritischen Betrieb können gesamte Spulenlängen einer hydrostatischen Druckprüfung unterzogen werden Drücke über 5.000 psi um die strukturelle Integrität zu überprüfen.
Zu den mechanischen Tests an Probeabschnitten gehören Umkehrabflachungs- und Bördeltests, um Schweißnahtschwächen aufzudecken. Eine robuste Schweißnaht sollte einem Abflachungstest standhalten, bei dem die Schweißnaht im 90-Grad-Winkel zur Druckkraft positioniert wird, ohne zu reißen, was die Duktilität bestätigt, die für das Biegen mit engen Radien im Feld erforderlich ist.
Durch die richtige Handhabung bleibt die Integrität der Spule erhalten. Es empfiehlt sich, Abwickelspulen mit mindestens einem Durchmesser zu verwenden 20-facher Rohraußendurchmesser um ein Abknicken zu verhindern. Das Abwickeln sollte in einer geraden Linie erfolgen, um eine Verdrehung zu vermeiden, die zu komplexen Eigenspannungen führen kann.
Beim Biegen im Feld ist ein minimaler Biegeradius von dreifachem Rohrdurchmesser üblich. Bei Instrumentierungsarbeiten verhindern Handbieger mit entsprechenden Radiusblöcken das Abflachen der äußeren Radiuswand. Im Gegensatz zu einigen Produkten aus Kohlenstoffstahl erfordert die blankgeglühte Oberfläche keine chemische Reinigung nach dem Biegen, außer einem einfachen Abwischen mit einem geeigneten Lösungsmittel, um Schmiermittel von den Biegewerkzeugen zu entfernen.
Kontinuierlicher Schläuche, auch als flexibler Schlauch oder flexibler Schlauch bezeichnet, wird in den Feldern von Bohrloch-Workover, Protokollier...
Siehe Details Hochtemperatur-Testkabel")
Zweck: Das Hochtemperatur-Testkabel in Kombination mit dem High-Temperatur-Testfahrzeug wird hauptsächlich für Multi-Parameter-Tests von schweren Ö...
Siehe Details
Das Fasertestkabel aus Edelstahl ist ein spezielles Testkabel, das die Haltbarkeit von Edelstahl mit der hohen Getriebeeffizienz von Glasfasern für...
Siehe Details
Anweisungen zur Verwendung von hydraulischen Kontrollpipelines Hydraulic Control Pipeline, auch als Kapillar bezeichnet. Hauptsächlich für die Mess...
Siehe Details")
Edelstahlverkleidungsrohr ist ein Rohrleitungssystem, das die Haltbarkeit von Edelstahl mit dem Schutz von Kunststoff kombiniert. Dieses Rohrleitun...
Siehe Details
Anwendungsfeld: Das Electric Induction Heizungssystem ist ein vollständiger Satz von elektrischen Heizgeräten, die von unserem Unternehmen spezi...
Siehe Details
Die Rohrverbindung vom Typ Ferrule besteht aus drei Teilen: dem Gelenkkörper, der Ferrule und der Nuss. Wenn die Klemme und die Mutter in den Verbi...
Siehe Details
Continuous Tubing Skid Winch ist eine speziell entwickelte Ausrüstung für den Ölfeldbetrieb, das die Konstruktionsmerkmale des Continuous Tubing Wo...
Siehe DetailsE-Mail:
Telefon: +86-15996597000
+86-18252893456
WhatsApp: +86-18252874678
Adresse: Nr. 3 Xinyuan Road, Industriepark Nanmo Town, Stadt Hai'an, Nantong City, Provinz Jiangsu, China
QR -Code auf
Mobiltelefon
Copyright © Jiangsu Laihua Petroleum Equipment Co., Ltd.





Kontaktieren Sie uns